Facing EPA noise restrictions at their Orchard Hills facility, Snackbrands Australia needed to bring their extraction fan stacks, potable water pump stacks, and oven blowers into compliance. The challenge was to achieve the required noise reduction without compromising their machinery’s airflow performance or disrupting production.
Operating in a food manufacturing environment, the installed noise control would have to handle elevated temperatures, airborne oils, and regular chemical washdowns. The situation demanded solutions that would be as durable as they were effective.
Flexshield solution:
The Flexshield team designed and supplied acoustic solutions tailored to each noise source. Each product was carefully selected to meet the specific demands of a food manufacturing environment:
PC extraction stack: Custom stainless steel lobster back attenuator with cowl, engineered to meet EPA noise limits while maintaining full airflow. To keep the unit performing in the grease-laden environment of a food production facility, the acoustic absorber is protected by an oil-resistant Melinex lining.
Potable water pump stack: Compact stainless steel lobster back attenuator with cowl, sized for the pump stack configuration. Also fitted with an oil-resistant Melinex lining to protect the acoustic absorber from ingress in this commercial food processing environment.
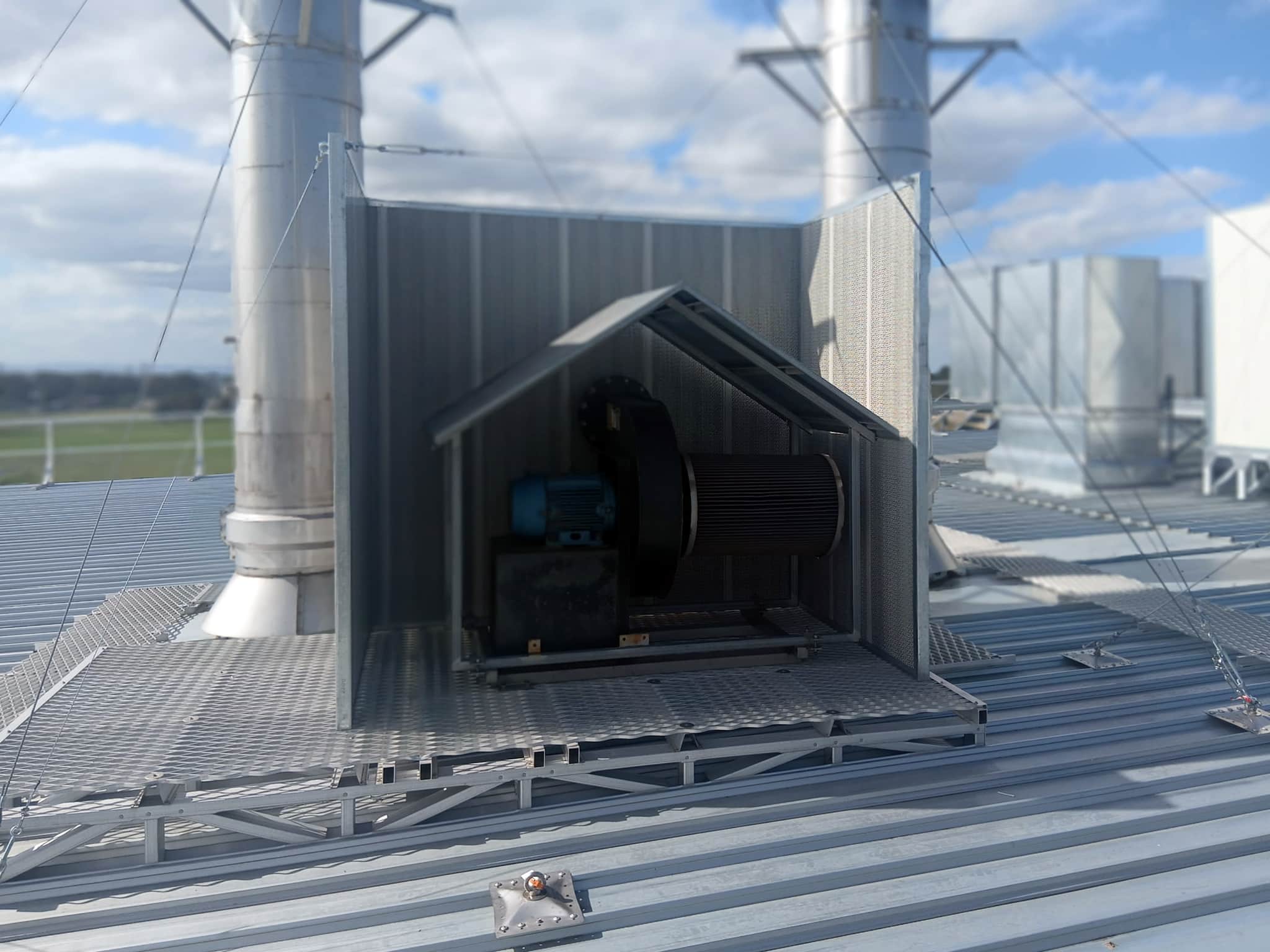
HE exhaust fan enclosure: Large U-shape enclosure built from Sonic System acoustic modular panels, with roof and wind support restraints for outdoor durability. Designed to bring the exhaust fan within EPA noise limits without impeding airflow or access.
Oven blower enclosure: A U-shape enclosure built from Sonic System acoustic modular panels, with roof and wind support restraints. Purpose-built to reduce oven blower noise to EPA-compliant levels in a high-heat production environment.
Each solution was designed around the realities of the site, not simply the noise target. Flexshield’s product selection and construction ensured the attenuators and enclosures could perform consistently in a demanding food production environment, while meeting the EPA requirements that drove the project.
The Flexshield team delivered a site-specific solution that brought Snackbrands Australia into EPA compliance without disrupting their production.
The solution achieved EPA noise compliance achieved across extraction fan stacks, pump stacks, and oven blowers, supporting Health, Safety, and Productivity on the site.
Flexshield’s custom attenuators maintained full airflow performance while meeting EPA noise limits, and oil-resistant Melinex lining protected the acoustic absorbers in the busy food manufacturing environment.
The enclosures demonstrated durability against weather conditions and operational demands, providing long-term reliability. And on-site installation was completed with minimal disruption to Snackbrands Australia’s production.
The completed project is a strong example of how acoustic engineering can address regulatory requirements while actively supporting Health, Safety, and Productivity on the factory floor.
For a detailed assessment and consultation, call Flexshield on 1300 799 969 or contact us online.